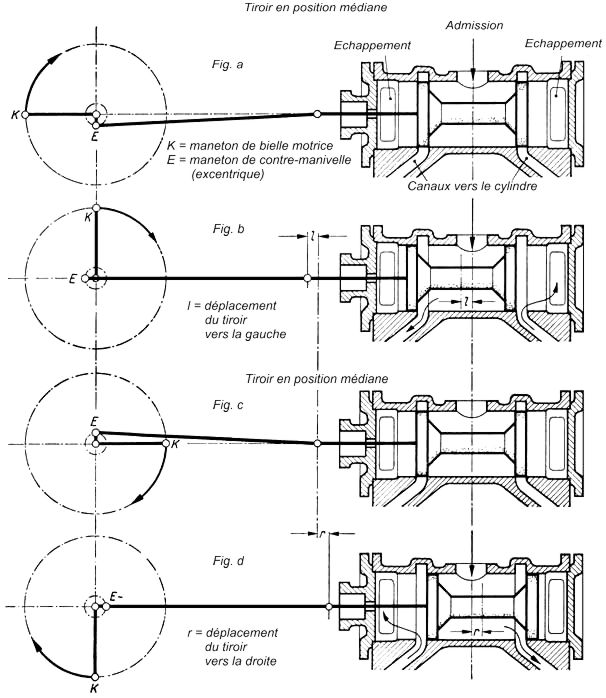
Fig. 85 Principe de travail d'un tiroir sans recouvrement ni angle d'avance
Types de construction des tiroirs
Durant les premières décennies de la locomotive à vapeur, alors qu'il n'y avait que des machines à vapeur saturée, la distribution n'était assurée que par des tiroirs plans. L'introduction de la vapeur surchauffée dans les années 1900 à 1910 a rendu nécessaire le développement d'une autre forme de construction, le tiroir plan ne convenant pas aux températures de vapeur nettement plus élevées et aux contraintes des plus fortes pressions. Il devenait impossible de maintenir les surfaces de frottement planes et étanches. On a donc développé le tiroir de distribution cylindrique, qui permettent grâce à des segments élastiques de garantir l'étanchéité entre la table des lumières (boîte à tiroir) et le tiroir. On ne rencontre le tiroir plan que sur les machines à vapeur saturée les plus anciennes.
Tiroir sans recouvrement ni angle d'avance
Nous allons maintenant essayer de décrire le développement du tiroir sous sa forme récente et efficace, d'une manière semblable à celui qu'il a connu au fil des décennies. A cet effet, nous trouvons simultanément les raisons de ce choix et les dimensions du tiroir. Comme exemple, pour simplifier la compréhension, nous prenons le tiroir de distribution cylindrique, bien que le tiroir plan ait régné seul aux débuts de la locomotive à vapeur. Nous présenterons par la suite les notions caractérisant particulièrement la distribution intérieure par tiroir plan en comparaison avec le tiroir de distribution cylindrique. Partons tout d'abord du principe que le tiroir de distribution cylindrique est construit selon la figure 85, qu'il ne couvre que la surface des lumières (du canal) et que la contre-manivelle (manivelle de distribution) est calée à angle-droit de la manivelle (d'entraînement). Nous simplifions par la même occasion consciemment tout l'entraînement du tiroir par l'essieu moteur, afin de reconnaître plus distinctement chaque effet de la distribution extérieure. Par la suite, nous insérerons pas après pas les pièces de transmission utilisées sur les locomotives modernes.
Avec cette construction fictive d'un tiroir simplifié, la répartition de la vapeur durant un tour de roue motrice se déroulerait ainsi :
Sur la figure 85a, la manivelle (K) - et donc également le piston - se trouve au point mort arrière. La contre-manivelle (E) se trouve donc à la verticale vers le bas, au point extrême de son élévation. Le tiroir ferme en position médiane les deux canaux de vapeur pour le cylindre. Si la manivelle tourne dans le sens des aiguilles d'une montre, la contre-manivelle en fait autant et, comme elle se trouve au point extrême de son élévation, avec la plus grande vitesse. Les canaux avant et arrière s'ouvrent donc rapidement. La vapeur vive est admise à grand débit au début de la course du piston. La vapeur utilisée trouve immédiatement une sortie vers le tuyau d'échappement et n'exerce aucune contre-pression néfaste sur l'autre face du piston.
Si la manivelle passe le point extrême de son élévation (fig. 85b), la contre-manivelle passe le point mort arrière. A cet instant, le tiroir se trouve le plus éloigné à gauche de sa position médiane et les deux canaux de vapeur sont entièrement ouverts. Le piston continue de se déplacer vers son point mort avant, le tiroir retourne d'abord lentement, puis de plus en plus vite vers le milieu. Lorsque le piston se trouve au point mort avant, la contre-manivelle passe le point extrême de son élévation vers le haut (fig. 85c); le tiroir se déplace maintenant avec sa vitesse la plus élevée de l'arrière vers l'avant et libère rapidement le canal avant pour l'admission de vapeur et le canal arrière pour l'échappement de la vapeur.
Dès que la manivelle se trouve à la verticale vers le bas (fig. 85d), la contre manivelle atteint son point mort avant. Le tiroir se trouve le plus éloigné à droite de sa position médiane et les deux canaux de vapeur sont entièrement ouverts. Lorsque la manivelle atteint le point mort arrière, le jeu se répète à nouveau.
Une distribution construite ainsi est à même de maintenir le piston en mouvement, donc de laisser le travail de la vapeur s'accomplir. L'utilisation de la vapeur est cependant seulement imparfaite et la consommation très haute pour les raisons suivantes :
Introduction de l'angle d'avance
Comme on le voit sur la figure 85, la vapeur n'est admise dans le cylindre que lorsque le piston de travail s'éloigne du point mort. Pour la première partie de la course du piston l'intégralité de la pression des tiroirs n'est pas à disposition, puisque l'admission de la vapeur dans le cylindre demande un certain temps, et que la vapeur est au début jugulée par une ouverture encore réduite du tiroir. Afin de parer à ces carences, le tiroir doit être déplacé de manière à ouvrir le canal de vapeur avant que le piston n'atteigne le point mort. On atteint ce but en "tournant" la contre-manivelle par rapport à la manivelle d'un certain angle dans le sens de la circulation ... appelé angle d'avance (w). La contre-manivelle et la manivelle ne forment donc plus un angle de 90°, puisqu'il faut y soustraire l'angle d'avance w (90° - w) (Fig. 86 a).
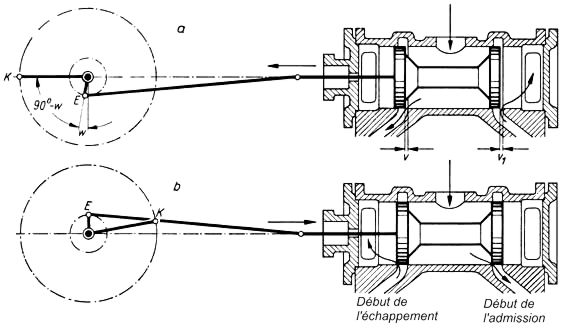
A cet effet, le tiroir est déplacé de v mm, la taille de l'avance linéaire, vers la gauche lorsque le piston est au point mort. Le tiroir ne se trouve donc plus en position médiane lorsque le piston est au point mort, mais a par contre déjà ouvert l'admission : Le tiroir précède le travail du piston, raison pour laquelle on parle d'"avance" ou "angle d'avance". L'admission de vapeur dans le cylindre commence avant que le piston n'ait atteint le point mort (fig. 86b). Par l'ouverture anticipée de l'admission, la pression nominale dans les tiroirs est maintenant disponible pleinement dès le début de la course du piston, la première carence citée a ainsi été écartée.
L'avance du tiroir a encore un second avantage : Entre le piston et le fond de cylindre, lorsque le piston est au point mort, il doit rester une petit espace, sans quoi le piston pourrait heurter légèrement le fond de cylindre et l'endommager. La chambre ainsi formée, les canaux d'acheminement de vapeur ainsi que les raccords des tuyaux du dispositif de marche à vide sont désignés par "chambre de compression". La chambre de compression doit tout d'abord être remplie de vapeur, ce qui prend un certain temps. Comme le tiroir dispose maintenant d'une avance, il commence le remplissage juste avant que le piston n'atteigne le point mort.
Tout comme le canal de cylindre arrière, le canal avant s'ouvre peu avant le point mort, permettant à la vapeur détendue de s'échapper de la partie droite du cylindre. Bien que la détente de la vapeur n'y soit pas utilisée jusqu'au bout de la course du piston, cet échappement présente un avantage : la grande quantité de vapeur détendue peut s'échapper à temps du cylindre et pas seulement être poussée par le piston sous l'effet d'une contre-pression accrue se traduisant par une perte de force de travail. L'admission et l'échappement anticipés rendus possibles par l'angle d'avance s'avère donc aussi avantageux quant à l'utilisation de la vapeur.
Introduction du recouvrement
Le défaut cité auparavant concernant la non utilisation de la détente de la vapeur peut être évité en donnant des recouvrements au tiroir. Tant que le tiroir n'est pas plus large que le canal du cylindre, ce dernier s'ouvre pour l'échappement à l'instant même où l'admission est coupée. Il ne reste donc pas de temps pour la détente.
Nous donnons maintenant tout d'abord au tiroir un recouvrement à l'admission (fig. 87), pour cela, nous élargissons le tiroir de manière qu'il rentre d'une proportion e (en plus de la largeur du canal) du côté de l'admission. Ici aussi, l'angle d'avance est choisi de manière que lorsque le piston est au point mort, le canal de gauche soit déjà ouvert dans la même proportion qu'avec une avance linéaire. (fig. 87b). Pendant que le piston se déplace vers la droite, le tiroir se déplace vers la gauche et a complètement ouvert le passage lorsque la contre-manivelle se trouve au point mort arrière. Lorsque le tiroir revient, l'arrête de distribution ferme en premier l'admission de vapeur (fig. 87c). L'échappement ne s'ouvre cependant pas à la même position du tiroir qui doit encore parcourir vers la droite une course correspondant au recouvrement d'admission jusqu'à ce que l'arrête de distribution libère le canal de gauche pour l'échappement (fig. 87d).
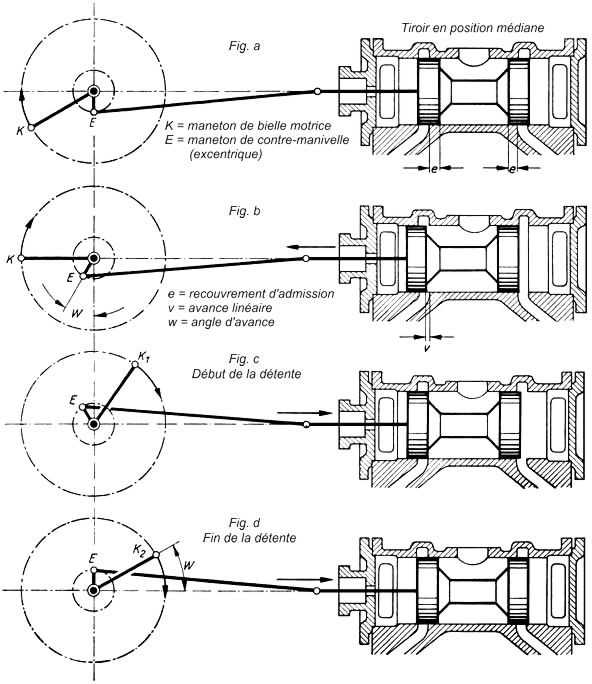
Le cylindre reste pendant ce temps complètement fermé. Le temps nécessaire à la manivelle pour parcourir le chemin de la position K1 (fig. 87c) à K2 (fig. 87d), la détente de la vapeur est à disposition.
La détente de la vapeur atteinte grâce au recouvrement d'admission dure jusqu'à ce que le tiroir soit retourné en position médiane. A ce moment, le tiroir ouvre le canal vers le tuyau d'échappement. La manivelle se trouve à ce moment (fig. 87d) à un angle w (correspondant à l'angle d'avance) du point mort. La détente de la vapeur s'interrompt et la vapeur s'échappe du cylindre, avant que le piston n'ait accompli l'entier de sa course. La capacité de la vapeur à se détendre n'est pas assez utilisée.
On donne donc au tiroir également un recouvrement du côté de l'échappement (fig. 88a). Lors de la détente, la manivelle déplace tout d'abord le tiroir de sa position médiane vers la gauche et libère l'admission pour la chambre gauche du cylindre. Dès que la manivelle se trouve au point K1 (fig. 88b), l'admission est à nouveau interrompue. Dès cette position, le tiroir doit maintenant se déplacer vers la droite sur la longueur des recouvrements d'admission et d'échappement (fig. 88c) où l'échappement s'ouvrira.
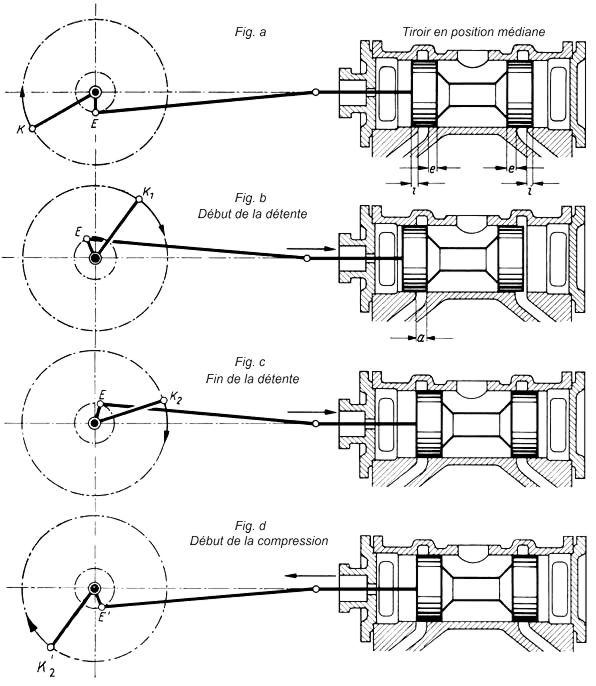
La course du piston à disposition pour la détente est significativement plus longue, la manivelle arrive plus près du point mort K2 (fig. 88c) et, après l'introduction du recouvrement d'échappement, la détente de la vapeur est mieux utilisée.
La course du tiroir est égale au double de la largeur du canal et au double du recouvrement d'admission. La longueur de la contre-manivelle est de la moitié (a+e).
Taille (proportion) des recouvrements
Il faut ensuite encore développer l'influence de la taille des recouvrements sur l'échappement de la vapeur :
Si les recouvrements d'admission et d'échappement avaient la même taille, la vapeur entrerait d'un côté du cylindre alors qu'elle s'échapperait simultanément de l'autre côté.
Il est plus adéquat de laisser l'échappement commencer plus vite, afin que le piston soit déjà déchargé du côté de l'échappement lorsque la vapeur s'engouffre du côté de l'admission. On choisi donc un plus petit recouvrement d'échappement plus petit que celui d'admission. Sur le tiroir de distribution cylindrique des locomotives unifiées à simple expansion, on rencontre les valeurs suivantes : recouvrement d'admission e = 38 mm, recouvrement d'échappement i = 2 mm. Largeur du canal a = 52 mm.
Détente
A la position du tiroir de la fig. 88c, la détente s'interrompt lorsque la manivelle arrive au point K2. Si le tiroir se déplace plus loin vers la droite, le canal de gauche s'ouvre pour l'échappement et reste longtemps ouvert, jusqu'à ce que le tiroir revienne à la même position. La contre-manivelle se trouve ensuite au point E', alors que la manivelle se trouve au point K'2 (fig. 88d). A partir de cet instant, une certaine quantité de vapeur est emprisonnée entre le piston et le cylindre et compressée par le piston qui continue sa course. On nomme cette partie de la course du piston la compression. Elle commence d'autant plus tôt que le recouvrement d'échappement est plus grand. La compression présente en outre plusieurs avantages : La haute pression de vapeur générée par la compression contribue à l'admission anticipée en ce sens qu'il n'est nécessaire à l'inversion du sens de la course du piston plus que d'une petite quantité de vapeur pour porter la pression de la chambre de compression à celle de la chaudière. D'autre part, elle sert de transition entre les flux d'échappement et d'admission, réduisant ainsi les à-coups qui se répercuteraient dans l'embiellage et les boîtes d'essieux en cas d'inversion brusque de l'effort du piston.
Voir aussi :
Distribution
Distribution extérieure
Positions du tiroir
Tabelle Lonorm 2 (ditribution Heusinger)
Source: Dampflokomotivkunde, Eisenbahn-Lehrbücherei Band 134, 1. Aufl., Josef Keller Verlag, Starnberg 1957
Laurent Voisin - www.voisin.ch (repris du fabuleux travail d'Andreas Schäfer - www.dlok.de)